@skezo Finally received a call from the machine-shop this morning. They’ll be working overtime on the weekend and are promising my price quote by Sunday Sept. 22.
With any product in it’s early stages, the question arises, how many to produce? To-date, there has been little indication of demand for this mod-package. To be honest, until you @skezo expressed interest, I had moved-on to other projects…there has been only one other Cetus owner having expressed interest.
I’m extremely happy with my Cetus printer with the modifications I’ve made to enhance the print-quality and enjoying the insane speeds I’m able to achieve when printing prototypes and proof-of-concept with very little loss-of-quality. Basically, it boils done to … I have a small-footprint(truly desktop) 3D printer that prints like a champ. Every print is just like the last one, no blobs, no surface artifacts, no strings, no nozzle clogs, every layer is right where it should be… and I’m still using stock electronics and stock nozzles…lol. Even though I have an extra Azteeg X5, better steppers, a beta first generation Bondtech extruder assembly, what’s the point of installing those goodies??. Ok, there are reasons why I will eventually upgrade the electronics and extruder assembly… but those reasons aren’t based on print-quality! If I was still running a 3D Hubs print-service(in 2013 there were only 8 hubs in Western Canada), I’d purchase 50 of these printers, install my mods and run-circles around the competition… I’d provide a better quality 3D-print quicker than those with $2500+ 3D FDM printers. Meanwhile, I have a $3500 SLA printer sitting-idle collecting dust…why? …post-processing…it really sux… heck, I can run a print on the Cetus, twist the print off the bed with my fingers and use the printed model. Well, not every print is ready to use, I sometimes have to snip off the tiny string of filament from where the print finished… and infrequently the print is welded to the green painters tape on the glass print-bed.
Ok, enough rambling, @skezo , the original point I was trying to make is …if there are only two Cetus owners interested, and I order two sets of mods to be machined, the cost from the machine shop will be too expensive. We’ll see what the machine-shop quote is this weekend. I may have to machine the parts myself, not something I’m looking forward to, it’s incredibly repetitious and it’s boring work. It’s the “boring work” part that gets in my way… as I suffer extreme pain daily and “boring work” is too little to distract from the pain and mistakes are easily introduced.
So there you have it…full transparency… that is where these mods currently exist.
Cheers,
Brent
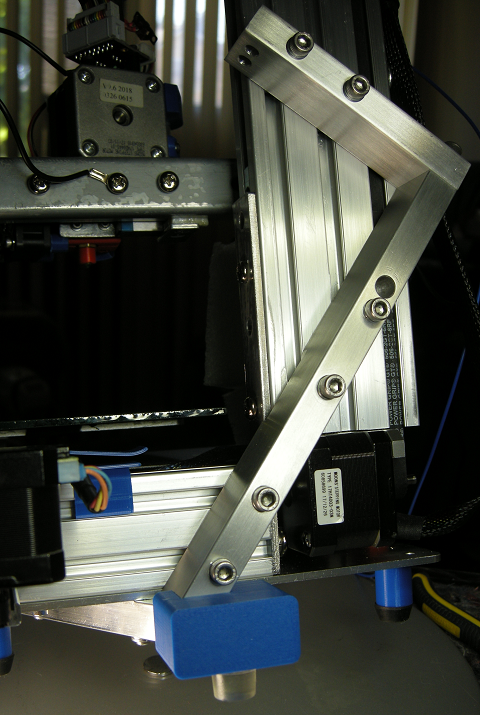
 The extruder and fan setup is unexpected! Very cool, especially how much visibility you gain to observe the print run. Nice! Still many things to discover, how you mounted the motor for example and how many parts it requires, separate mounting brackets for the motor and extruder plus the holder rod.
The extruder and fan setup is unexpected! Very cool, especially how much visibility you gain to observe the print run. Nice! Still many things to discover, how you mounted the motor for example and how many parts it requires, separate mounting brackets for the motor and extruder plus the holder rod.

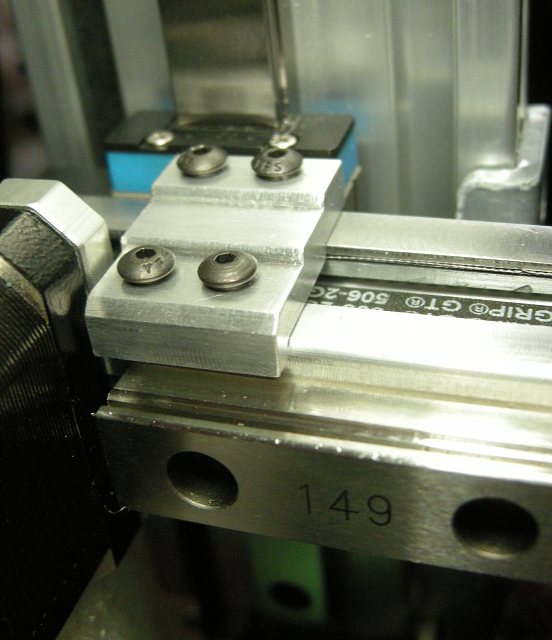
 It for sure looks a LOT more stable as a plus! I totally dig that you constructed it as a bolt-on mod!
It for sure looks a LOT more stable as a plus! I totally dig that you constructed it as a bolt-on mod!