Just wondering if anyone has some suggestions for a workaround for this major bug.
I’m working on the latest firmware and studio - 2.6.20.627
Any external surfaces on the left side of the print simply don’t bond to the infill. There’s about a 0.2mm gap between the infil and the wall surface, which results in every print failing. This only happens on this side of the print, and I’ve checked the sample prints by Tiertime and theirs seems to exhibit the same fault.
Looking at the infill, it seems “squashed” to one side, as though there’s an error in the firmware that causes it to miss the wall completely.
There is no value in infill at all if it doesn’t connect with the external walls, which are already way too thin.
It would be better if several layers of external wall could be selected, and then have infill bond to this, but this isn’t possible.
I’ve been told that earlier versions of Studio don’t have this problem, however cannot downgrade due to firmware incompatability.
Can anyone advise a fix schedule or workaround? And if it’s a downgraded version of studio, please advise which firmware should be loaded to support it as Tiertime don’t seem to record studio/firmware matching information on their site.
I think maybe he is talking about this…?
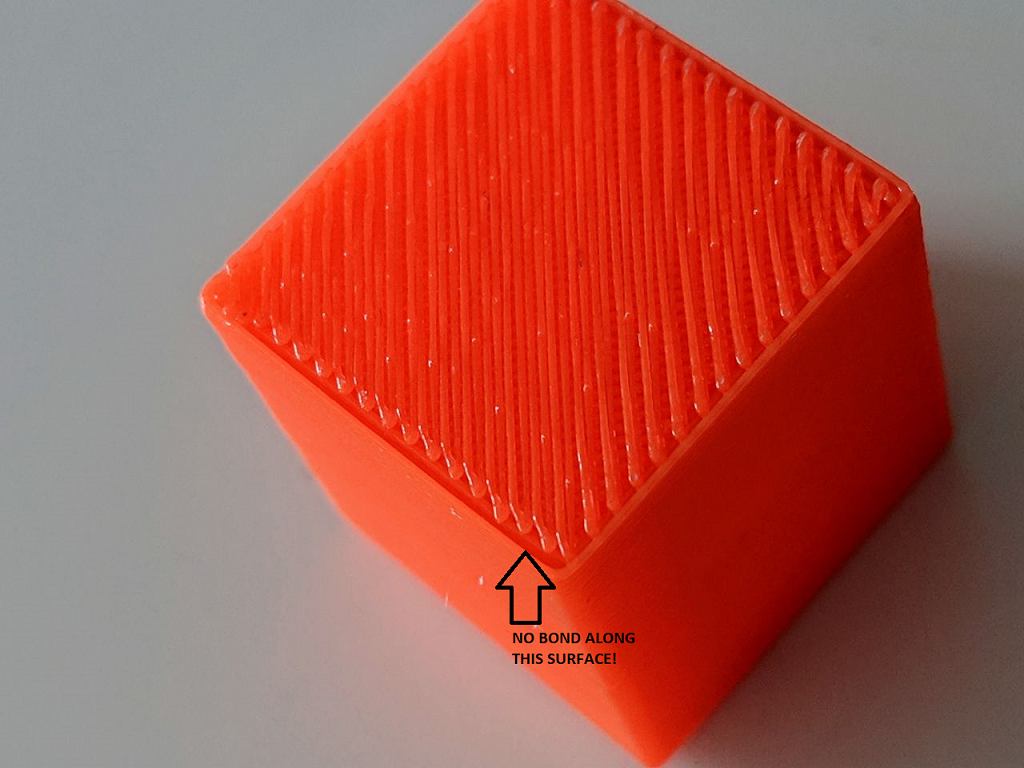
I noticed it on test printing of the simple XYZ cube, one face isn’t fully bonded to the body. the infill doesn’t even touch it and I can get my fingernail in the gap!
Yes, This is exactly the problem - The entire face is not bonded to the infill, on all models, on most settings. It makes it impossible to create prints with integrity as one face is always detached internally and is easily damaged and breaks away.
Base on our engineer’s explaination, the problem of not sticking to the perimeter on one side, is a side effect of easy raft separation.
In order to make the raft easy to remove, the bottom surface facing the raft, is made to be a not as well filled as normal infill. If you would like to improve the bottom surface, increase the peel ratio (more difficult to remove raft), then bottom surface will become more like normal infill.
This answer seems ridiculous. This is NOTHING to do with the raft, and EVERYTHING to do with the infill. Further, I’d add that the bottom of the model, where it touches the raft, is probably the ONLY place that sticks to the wall.
I think your engineer has completely misunderstood the problem - Can you please go back to him and say that this is a bug in calculating where the wall is with respect to the infill? It only affects one side, and it’s always the same side.
This problem occurs whether a raft is used or not. So I think your engineer has seriously misunderstood the problem.
If it were the infill not sticking to the bottom layer then the raft settings might make sense but the infill not sticking to one side wall is influenced by the raft???
Come on TT. I want two UP300 machines to add to our growing fleet but there is no way I’d buy them knowing the sides probably won’t stick to the infill. You needed to address this months ago.
These are pretty standard industry reports. Templates for such investigations exist.
This problem was reported, I believe, in January and I think we’re still stuck on (a)
So the printer is potentially half way through its warranty period and does not work?
I company director I knew used an old phrase. He would write “ATD” on urgent documents. It stands for “Action This Day”, as in you don’t get to leave work today until you’ve reported back to him with a solution to this issue. It sounds like TT need some of this management style.
It’s definitely a slicer issue - and it’s the edge furthest from the infill that suffers the most.
If you look closely at the infill on the failed side, you’ll see it’s all bunched up against the other wall, so much so that there are no gaps in the infill as there is on other sides.
This seems to me to be an indication of a software calculation error with respect to the placement of the infill with respect to the walls.
Also as the initial feed line is present and visible, it can be clearly seen that it’s always the right wall that suffers from the problem.
I have the same issue on UP300 and this was reported also many times on the old forum.
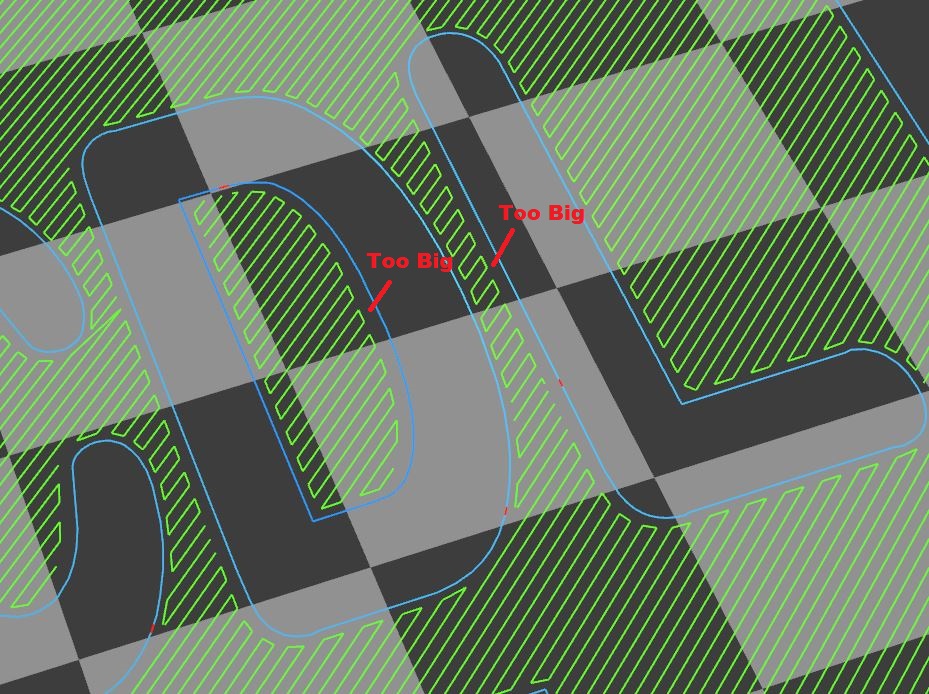
You can actually see in the slicing where the gaps are too large. Pics below show the printed part and the slicing of the same part. You can see where the infill does not reach the edge line on both the left inside of the “D” and the left of the “L”. This is a slicing issue that should be easy to fix but has been around for ages.
Tiertime when should we expect an software version to fix this!?
The software team is aware of this they are also trying find out why this happens. When the Catfish slice is released, this problem can be solved by adjusting the perimeter infill overlap percentage.
With all due respect a user should neither have to adjust a setting nor wait for a next gen slicer to fix this. This is on Tiertime, and has been since the UP300 was released.
Owen S.