I recently bought an Up 300. Before printing anything I went through the calibration and then printed the calibration part and made adjustments. The calibration part printed perfectly minus one very small dimensional error. I then printed a part that I downloaded from Thingiverse using the Tiertime ABS that came with the printer and it was perfect. Next, I did a 12 hour print of something that I designed using ABS filament from another manufacturer. The print was great but I couldn’t remove the raft. Ever since then it’s been a huge battle. When I print with a raft, the raft sticks amazingly well to the build plate but the part itself starts peeling away from the raft at the corners during the print and warps. I tried printing without a raft and the first layer won’t even stick to the build plate. Why does the raft stick so well to the plate but the 1st layer of a part printed with no raft doesn’t? I’m pretty frustrated right now. I’ve been printing for a few years now and the experience I’m having at the moment is reminding me of the frustration I went through when I first started printing with a $200 printer. The difference is, I had low expectations for that printer and paid about $2000 less for it.
So it’s warping off the raft?
Do you have easy peel turned off in your settings?
Yes, it’s warping off of the raft and easy peel was turned off. I went through the entire 500g spool of Tiertime ABS and only got a few successful prints. Yesterday I decided to basically reset everything and start over. I let the printer do an auto calibration and nozzle detect and I didn’t manually adjust anything. I got two mostly successful prints in a row. There was still some warping and the surface finish is terrible. Today I’m going to make some adjustments to the hot end temperature, since this isn’t TT filament, and see if I can get some more improvement. Oh, I did throw one other variable in the mix yesterday. I used Catfish to slice the models yesterday. I tried creating a new material profile for the ABS I’m using but I want having any luck changing the temperature settings. I’m going to have to either figure that out or go back to Up Studio and try it again. Since I changed multiple things at once I need to pick one slicer and then only change one variable at a time to try to get to the root cause.
Ok so first off, it’s going to warp if your room you’re in is not at least 25 C preferably 30c. I’ve had to put towels over the machine to prevent warping since in winter the room gets to below 10c easy. I’ve actually thermally insulated the interior so that I can print other filament brands on it.
I found that 55c ambient internal was the lowest I can go before warping becomes a problem with esun abs and asa. Measurement was taken 100mm from the top of the printers lid. However the insulation I put in means it now gets too hot for tiertime brand filament and the cold end of the extruder will get too hot and it will jam. Throw a towel over the machine (at your own risk) as that did the trick for me as a temporary fix.
I now have a heater with a pid controller in there to regulate the temperature. I think one should be fitted on all units.
Be aware that the motors in there have magnetic rotor cores that are typically rated to 85c. Higher than that can result in them loosing their magnetic strength over time. So don’t let it get too hot.
Thank you, this helps quite a bit. It was definitely nowhere near that temperature in the room while I was printing. It did seem to help when I left it preheat for 1/2-hour to an hour before I started. I think I may eventually go with insulating the interior, as you did, but I’m going to give covering it a shot to see if I can get some better results that way. Thanks again!
I threw a blanket over my printer and was able to get some pretty decent ABS prints. Did you add insulation to the interior of yours or did you add it to the exterior?
I got 5mm insulation foam. It comes covered in aluminium foil on one side, sticky tape on the other. See pictures:

Atm I’m looking at upgrading to a e3d Titan aqua or Titan aero extruder since now I can’t print tiertime brand filament without opening the lid as the extruder cold end gets too hot.
The stock tiertime extruder is just not reliable with esun filament and it just jams too often. I want to be able to use the esun filament reliably for large quick prototyping prints without costing a fortune in 3x the price tiertime filament.
Perfect! That’s almost exactly what I was picturing. Obviously, I have almost no print time on mine and don’t have any temperature data at all, but my successful print was with Zyltech ABS when I covered the printer. I don’t know what country you’re in and what shipping costs would be for you but they have very reasonably priced filament. I haven’t been able to print their ABS until now but their PLA and PETG have always printed great for me.
One other question. Have you ever successfully printed anything without a raft? I’ve been trying because I print a lot of TPU and there’s no way that stuff is separating from a raft. I cannot get it to lay down a decent first layer. I’ve done some experimenting by making overly large changes while manually calibrating and I cannot see the bed leveling actually making any difference. The only change that I can actually verify is making changes is the nozzle height adjustment.
Where I live I pay 20.0usd for esun ABS and 60.0usd per kg of tiertime filament.
I have not printed any tpu yet. I have done a pla print on the glass and it worked fine. What I would do is do the auto level look at how much each corner has been compensated by in the software (in upstudio). Then go in and use the knobs under the heated bed to adjust the level. Rerun the auto leveling program and then check how out of the level it is. Repeat until you get the level within 0.1 mm. So that way it is physically leveled. I would then go ahead and adjust your first layer height manually in very small increments. Works for me.
I have an UP Box and run a lot of eSun ABS as well as Colorfabb XT. I have no problems with jamming using the stock extruder that came with it, now labelled as ‘ABS’ extruder on the UP 300.
You’re right, the cold end of the extruder throat area does get too hot as well as the stepper motor heat transfer, to print lower temperature materials like PLA and even PETG for more than a few hours.
I retrofit the PLA nozzle heater and it’s heatsink to my ABS extruder along with the PLA extruder cover and larger fan that Tiertime use, when I print these lower temperature materials, it works a lot better especially for longer prints, but definitely makes a difference.
I assume you’ve tried using your PLA extruder that came with your UP300 and haven’t had much luck with it? I’m surprised this should be the case as well as eSun ABS jamming during long prints. Maybe clean out the extruder assembly and stick a new nozzle on and see what happens.
I have 't worked out why its jamming so often. When it does jam, I usually just do a unload,load cycle and it comes back. If that doesn’t work, I have to get a little copper strand of wire, push it up inside the nozzle orifice while loading to clear whatever is blocking the nozzle hole and its all good to go again. I’m taking care to store the spools in storage bin to keep dust off it but perhaps its being contaminated by particles that clog the nozzle some how?
I haven’t used PLA much at all on the UP300. I’ve got a prusa i3 MK2 for that and I’d much rather use that and avoid upstudio when I can help it. Lets not dive into that can of worms here lol - I’ve discussed that topic at length on another thread.
So frankly I’m not too sure why I’m having a low success rate.
Could be any one of these:
- filament has contamination in the plastic
- it gets contaminated between storage/use (my fault)
- the hotend design is not reliable enough somehow.
Most likely its no.2 but after having had a spool that should have never passed esun quality control (0.5mm diameter to 1.75mm) I wonder if no. 1 is possible since I’m very aware of how I store the spools and have a separate storage box for them.
Perhaps there’s carbon buildup/crap in the nozzle that periodically starts to get down into the nozzle. When it goes its great and I might be able to put a whole spool through it. Other times its jamming every 1-3 hrs of use.
Hi JothamB. When you insulated your enclosure did you do any disassembly or just insulate the surfaces you could get to easily?
Best regards,
Rodney
I just did the surfaces I could get to which was all of them with some effort. Took me a afternoon.

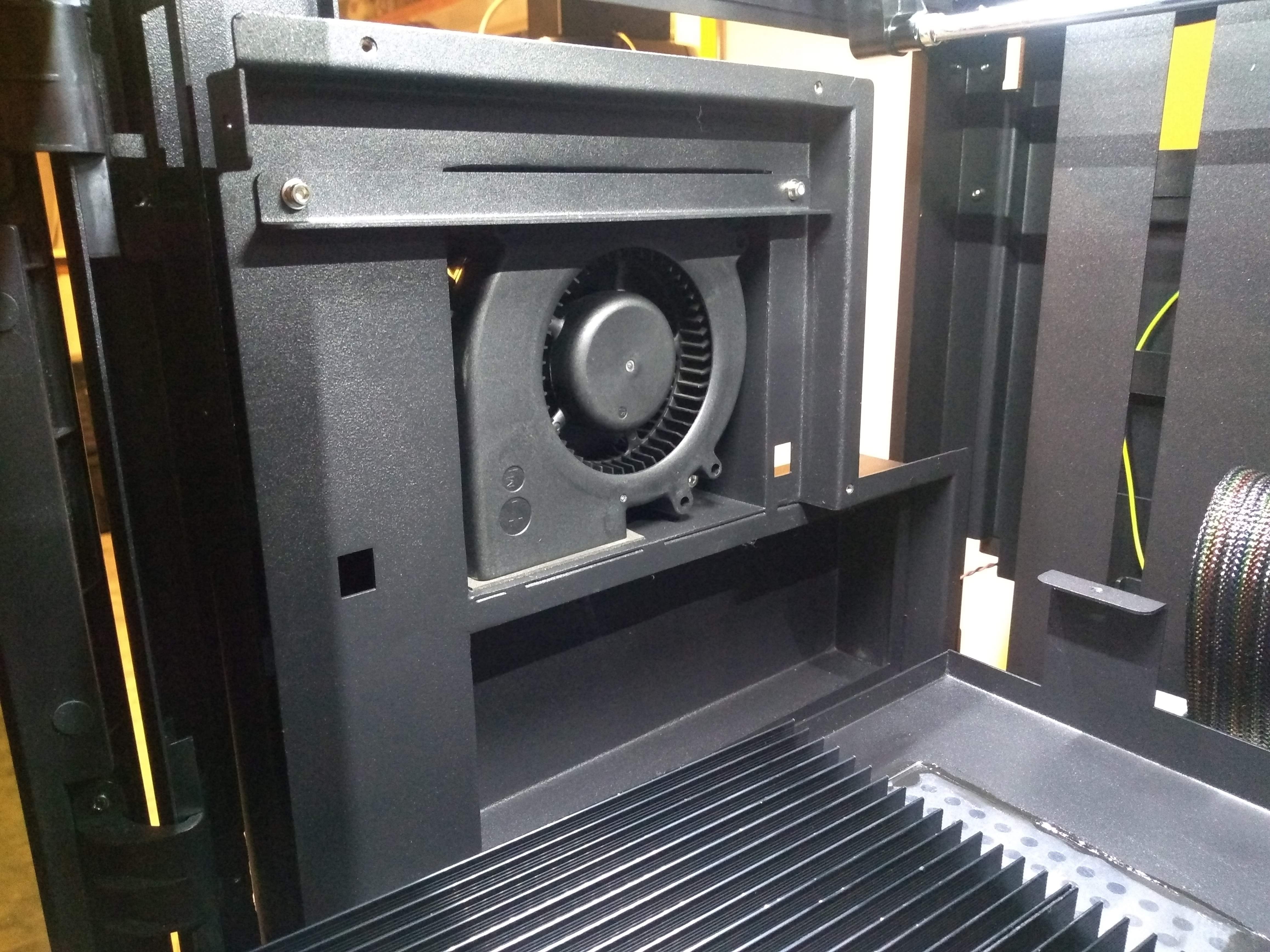
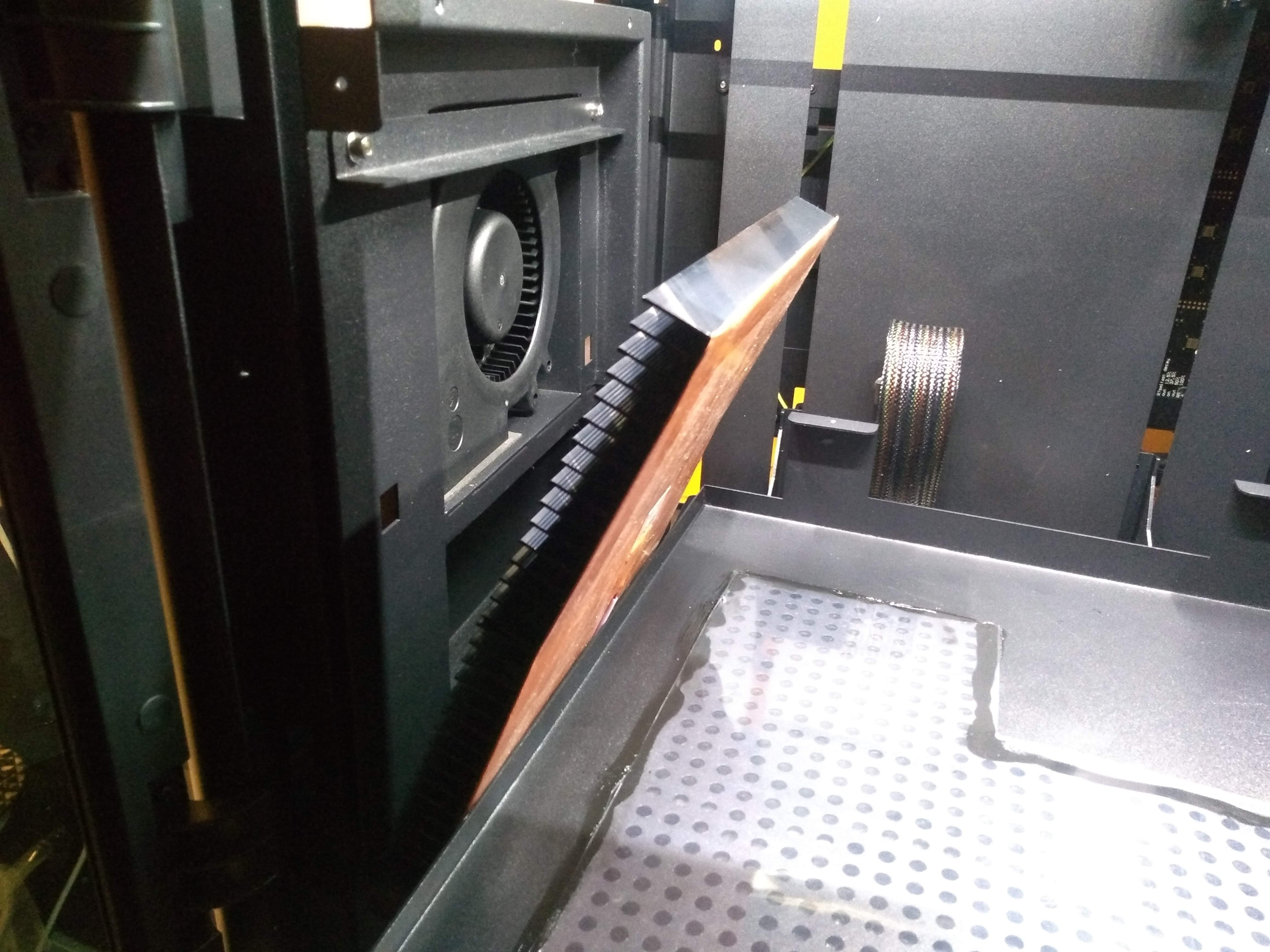

Also some pictures of how I replaced the air filter with a 200w pid controlled heater to keep the internal temperature steady. It also has a thermal fuse placed inline just in case something goes wrong.
Actually I did take off the panel on the left to get that one done.
Thanks for the pictures, that helps a lot! I really like the added heater idea but I really don’t want to remove the filters to add one even though that’s a really clean installation.
So I went ahead and did a thing yesterday…
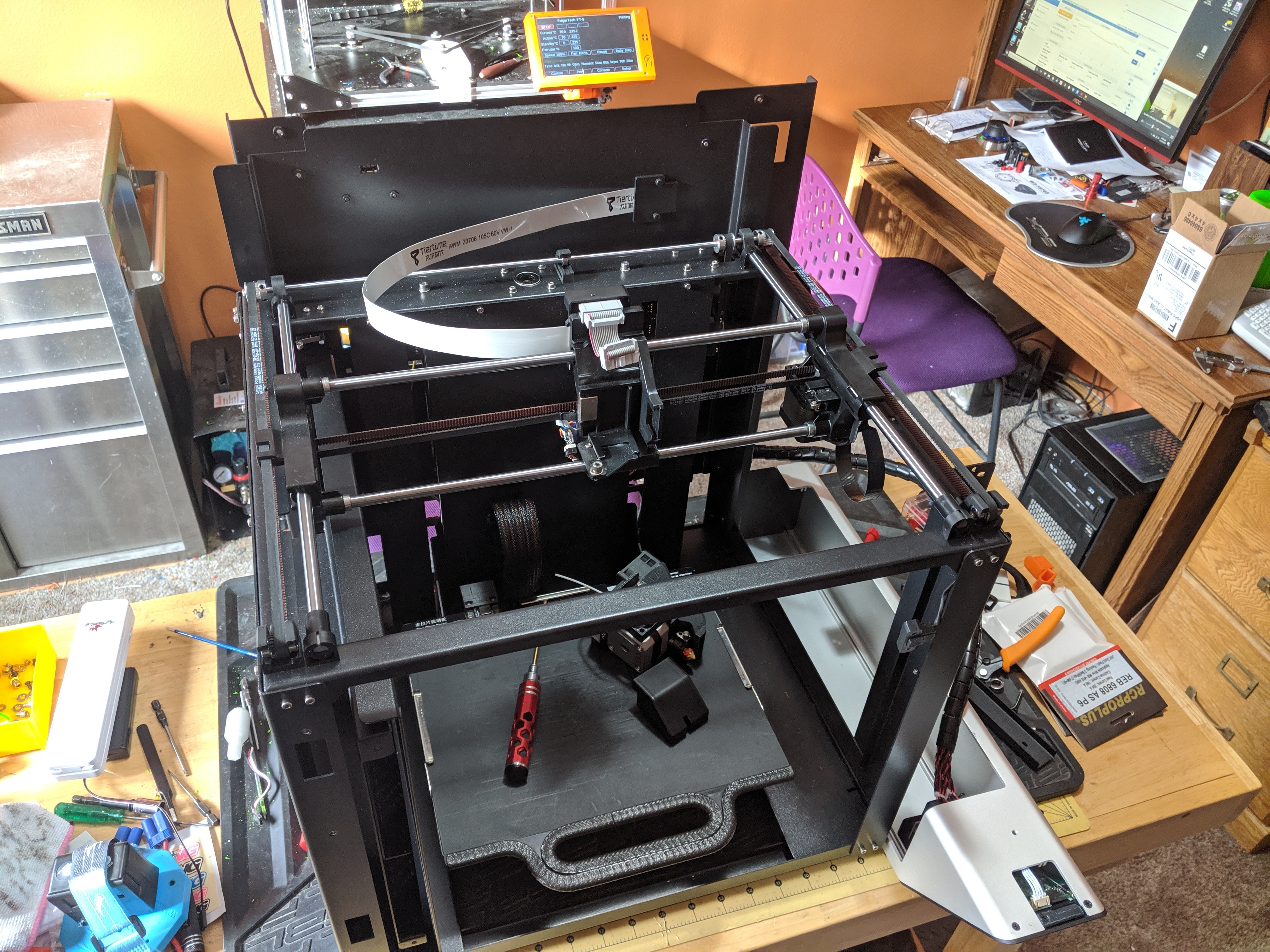
I have insulation on the way. Oh, and also a Duet 2 WiFi. I’m not going back to the 80’s and use a command line driven piece of software to run what was supposed to be a workhorse type printer.
Looks great! Yout tore the whole thing down? I haven’t worked out how to do it quiet that far yet.
I might need to pickup a Duet2 as well. I have a ramps 1.4 board sitting here along with some TMC silent stepper drivers and a spare RPI. Might do a Klipper firmware driven printer. On klipper the RPI takes care of the motion calculations so its as good as a 32bit printer board that way.
I’m still getting regular nozzle clogs, its just not reliable at all - Looking at getting a titan aero from E3D to build my own bolt in extruder - I’d make up a connector for it so that it becomes a drop in replacement.
At that point, I could go further, and get the water cooled hotend, and if I do that, might as well water cool all the stepper motors too. It’d be able to do ABS properly even the largest of parts with zero warping. Its a real empty spot in the market, there’s no printers that I can find out there with full enclosures rated to high temperatures internally.
Sounds good. I am looking at swapping out my CPU for one if those Tinyfabb ones that turn the machine into a Gcode Smoothieware printer.
I’m surprised you’re getting clogs. I’ve never really got any on any machine. Machine sure you’re using quality material I guess with a dust particle filter inline to keep ditritus out the hot-end assembly.
There are high end FDM printers out there Aimed at professional users that have chambers that get up to 90°C for the use of printing high-end engineering materials such as PEEK and PEI.
Take a look at this…
…I’m trying to turn my UP Box into this a little. I’ve added a chamber heater that gets it around 50°C for large ABS prints.
It’s not that bad to tear down, actually. My first goal is to get it running with the Duet 2 and printing ABS reliably. The extruders have been reliable for me, so far. I am going to add a more accurate Z probe so I can do mesh bed leveling. I think that with the changes I’m making, this should be a really good printer. The mechanics of this machine are really nice.