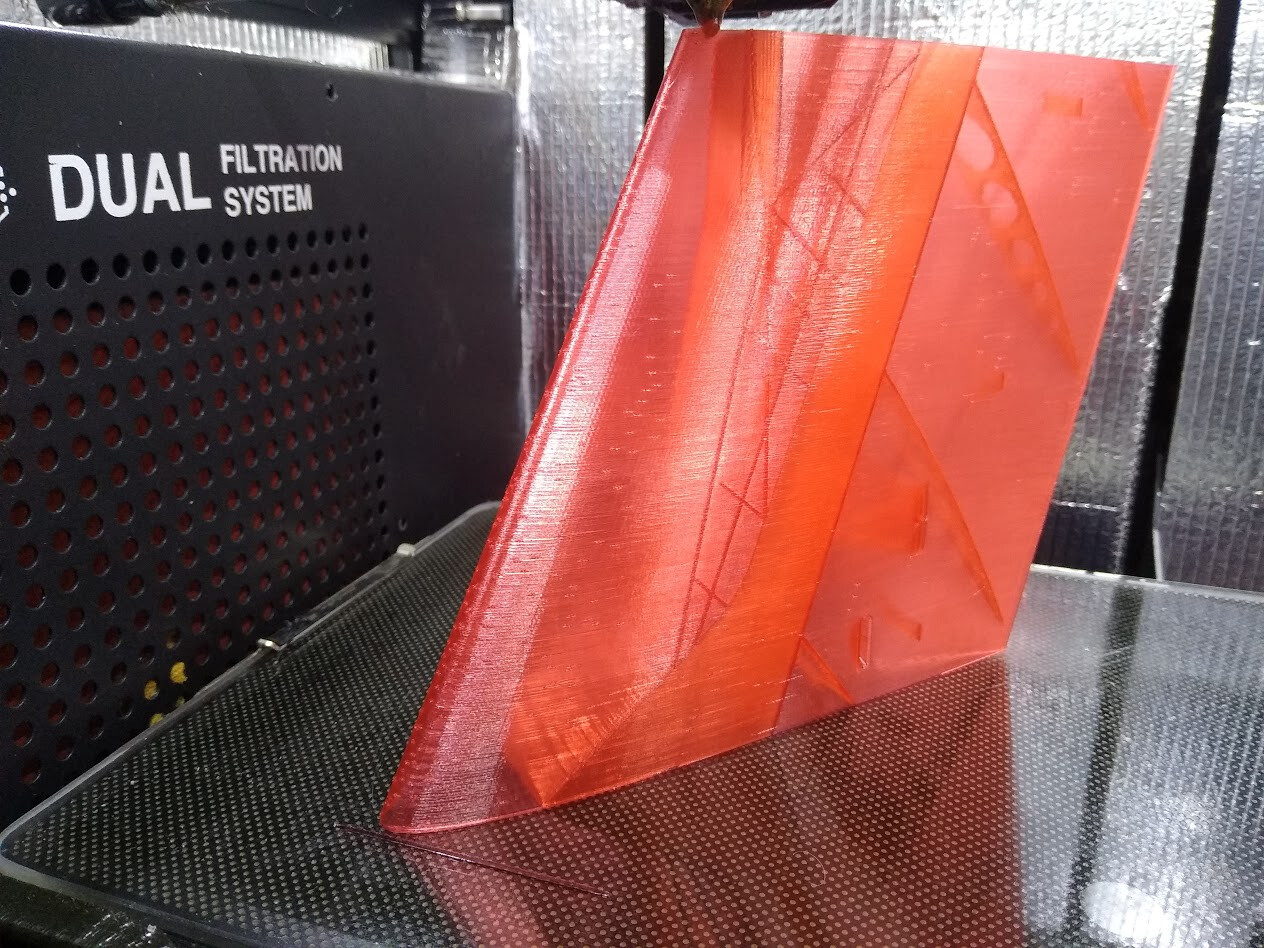
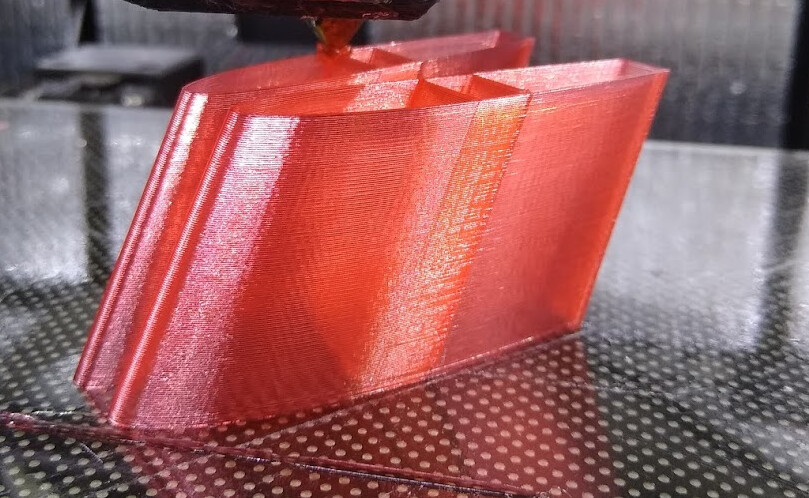
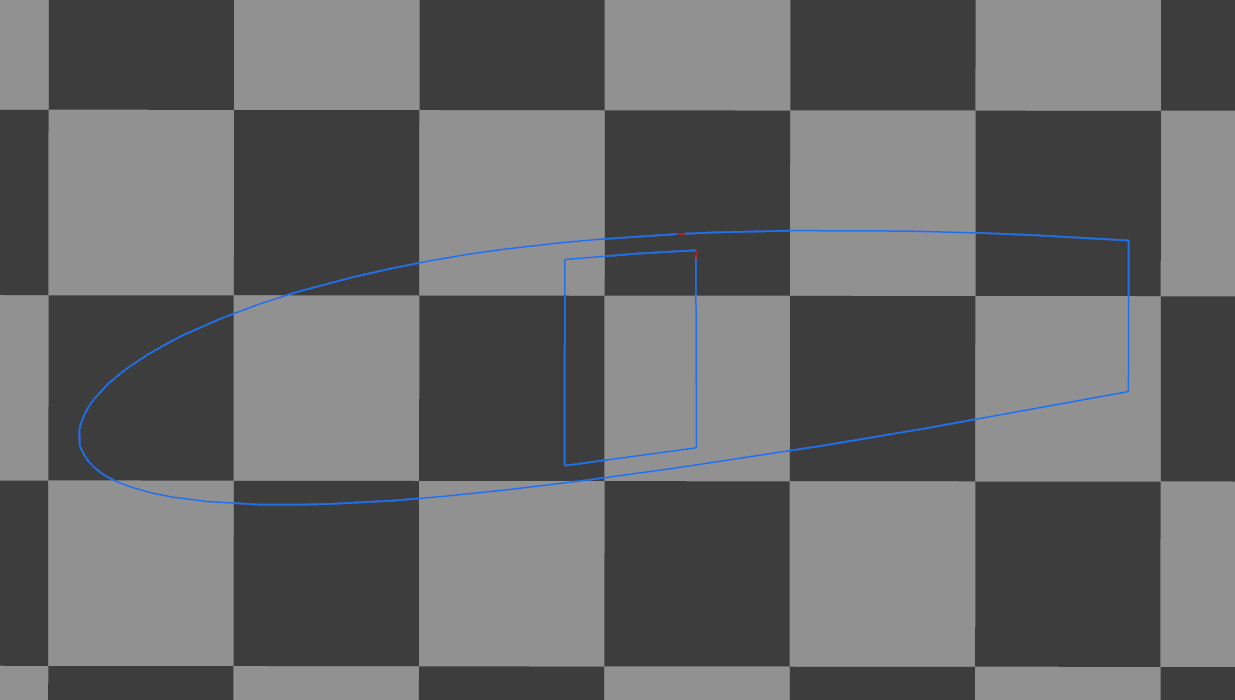
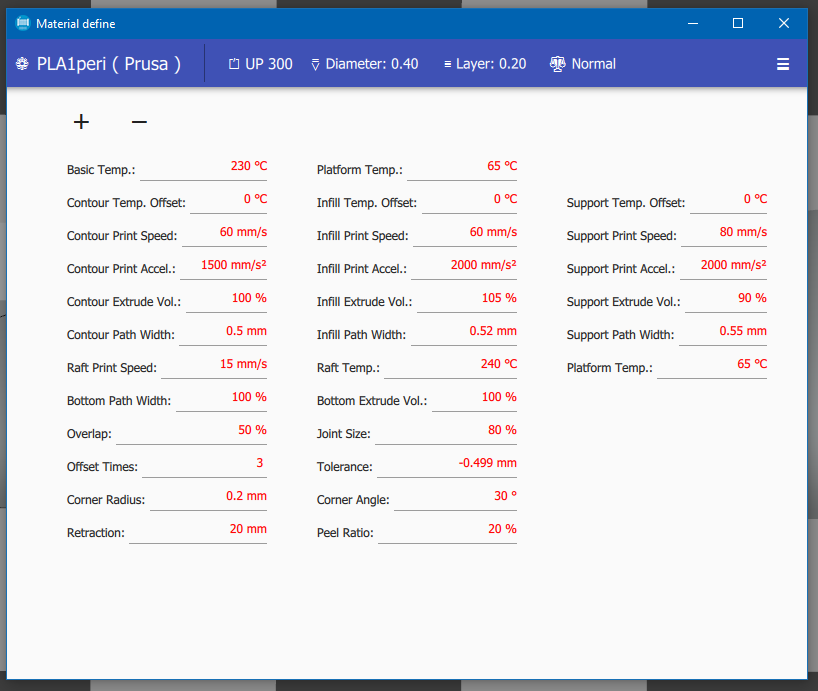
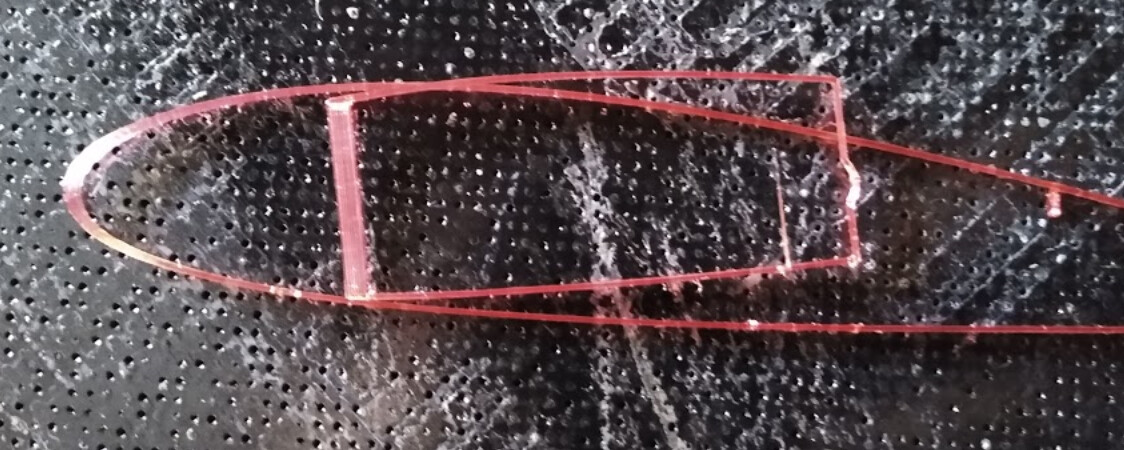
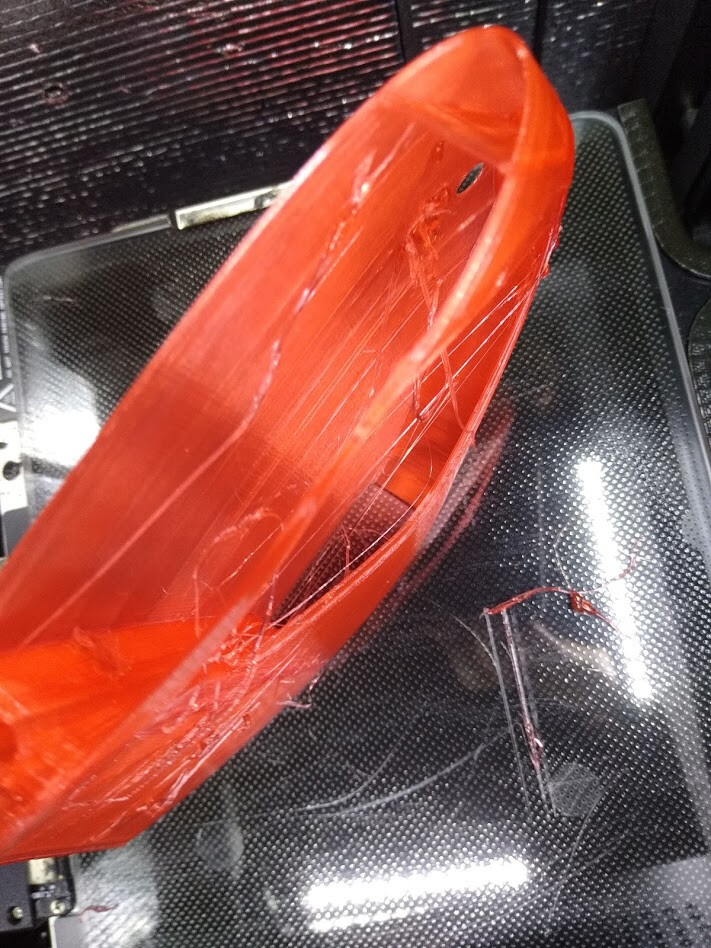
No matter what I do, the inner perimeter leaves a large gap. The instructions from the creator of the files are to turn off infill, turn off top/bottom layers, so it only prints outer shell.
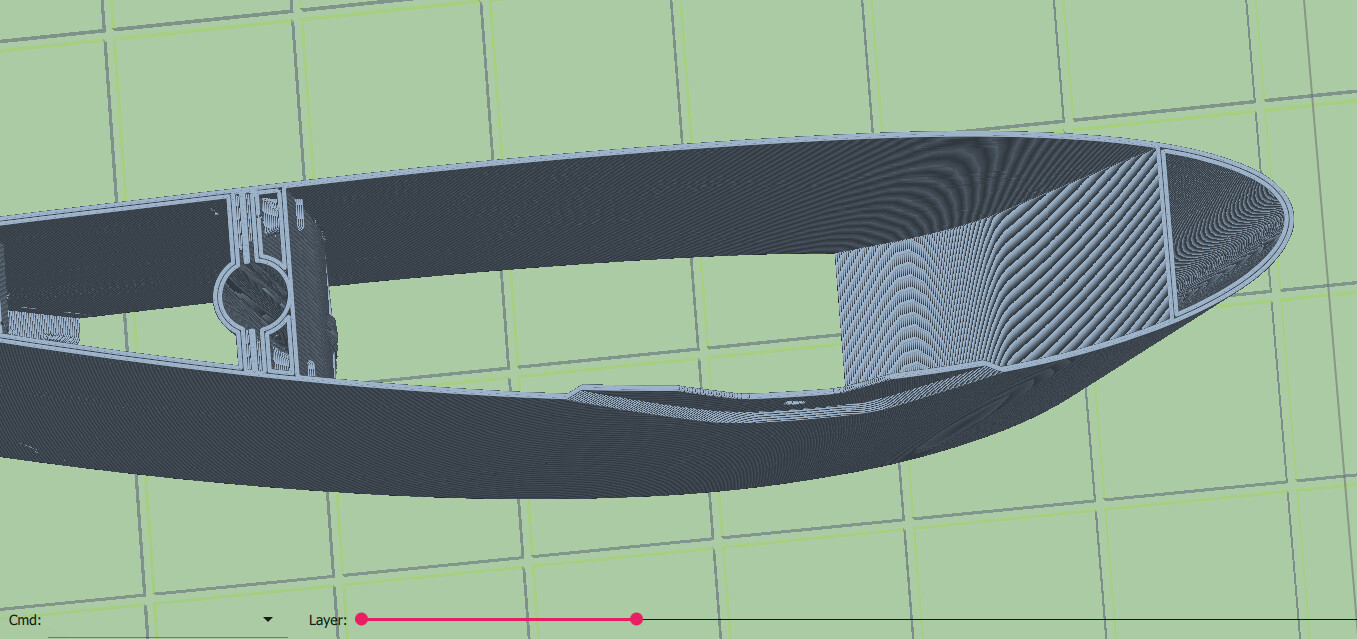
I checked the free files, the surface looks OK.
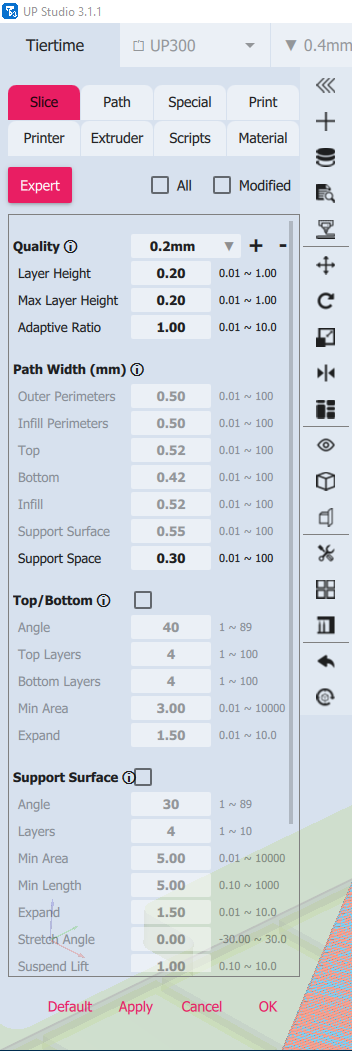
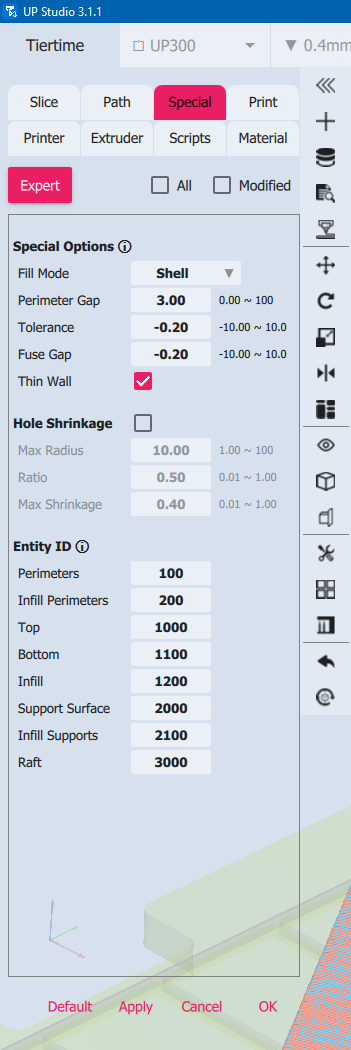
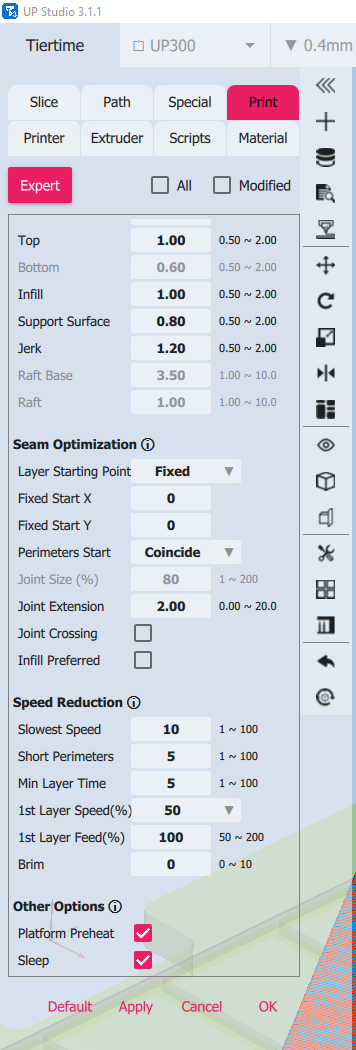
So you can just print directly with VASE/Surface mode and with the option “thin wall” turn on, no need to flip the surfaces. You may increase the extrusion scale to make the lines overlap more.
Thanks Jason, this is EXACTLY what I’ve been looking for!! A lot of the things I 3D print for hobby use are planes (thin wall) or jetboats (thin wall but more perimeters). They need to be strong.
I still need to test it, but if this does what it looks like it does I’m going to be super happy.
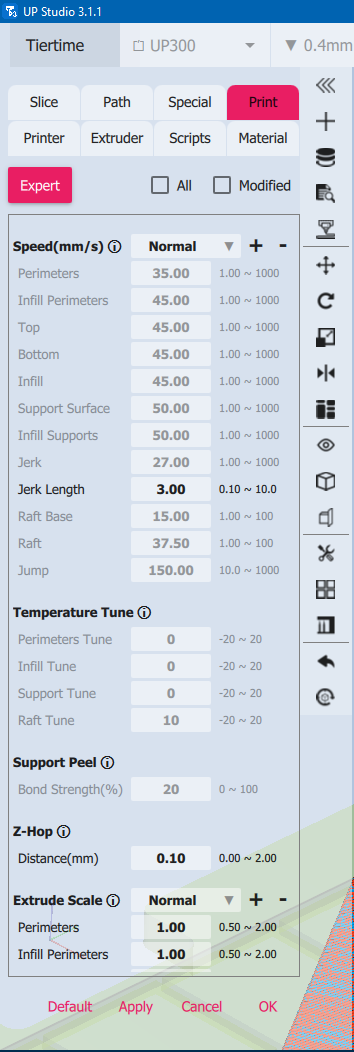
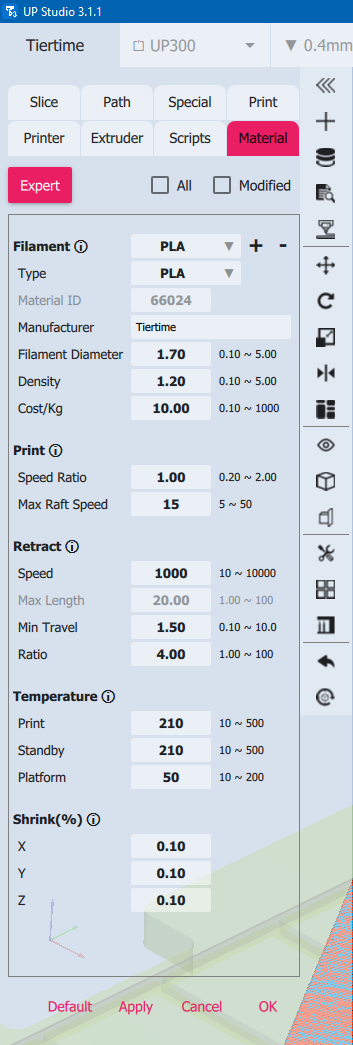
I’m printing PLA that I normally do at 215c, with the default PLA profile which has 210c set. To me it looks like a software issue. I’ve never had this problem before when printing PLA except with upstudio 3, just now.
Update:
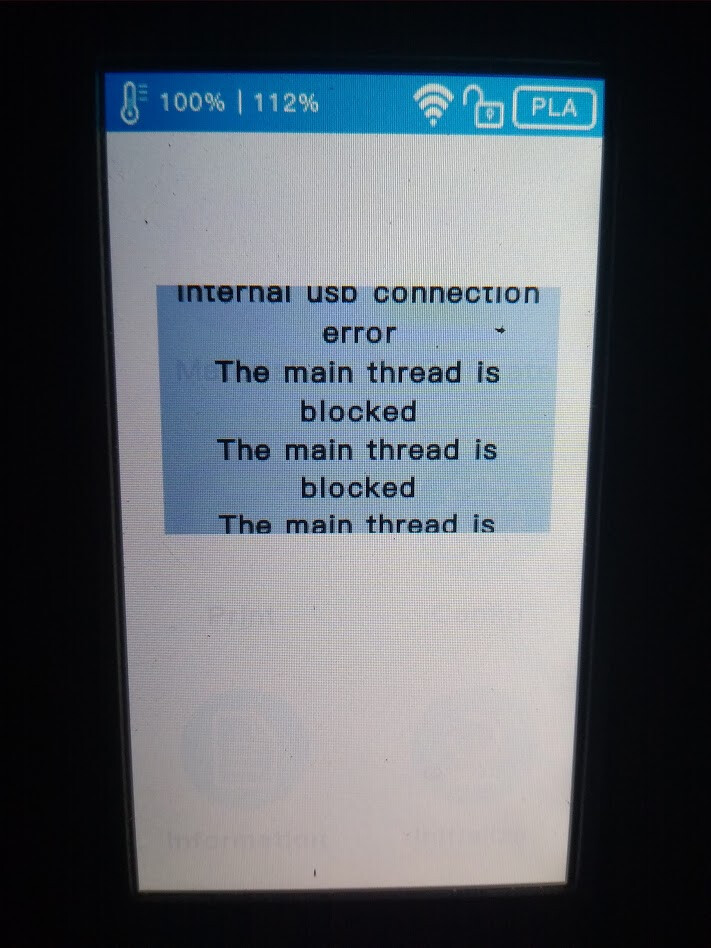
It appears the problem I have/had is two part:
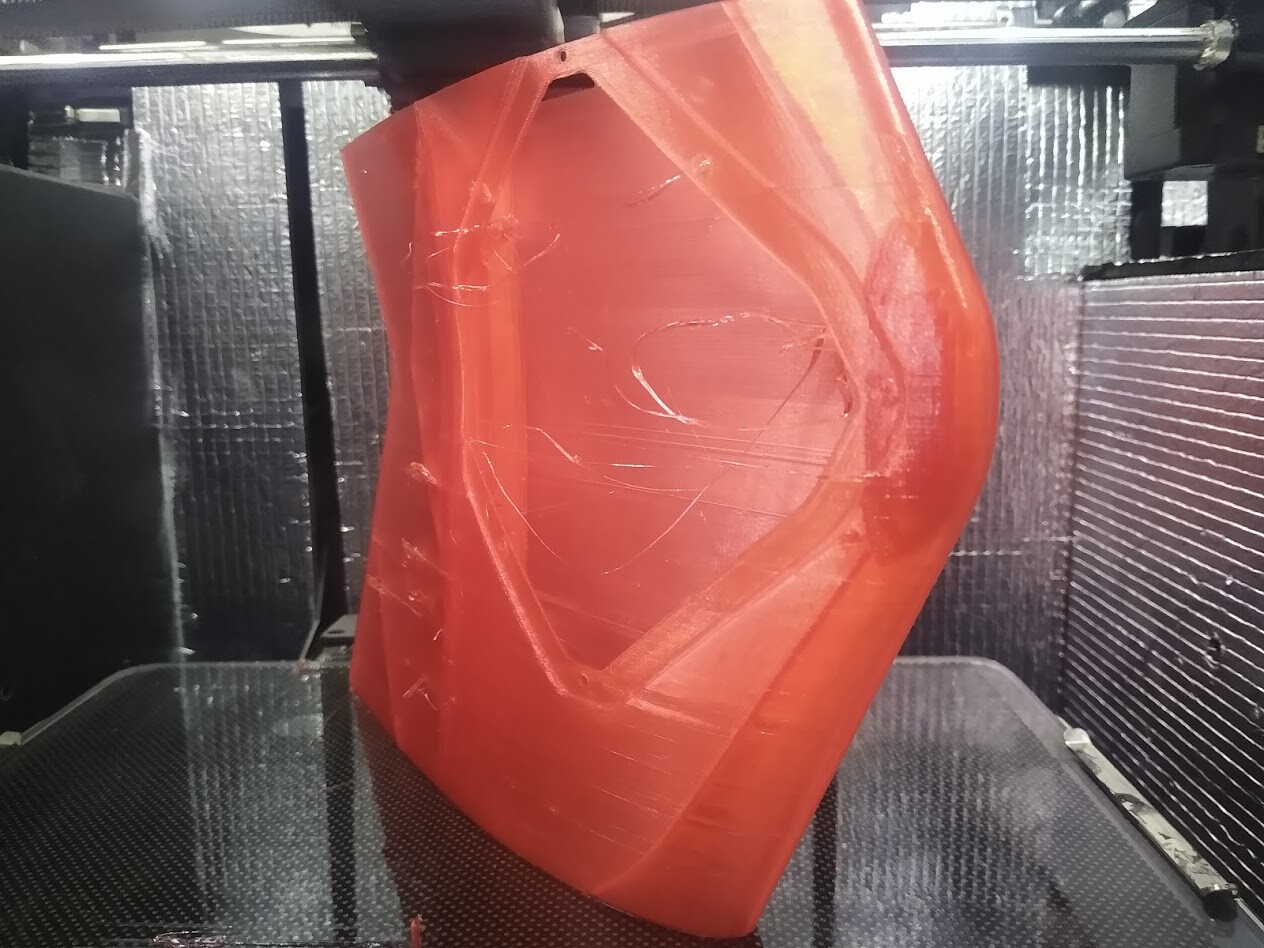
The thread blocked issue.
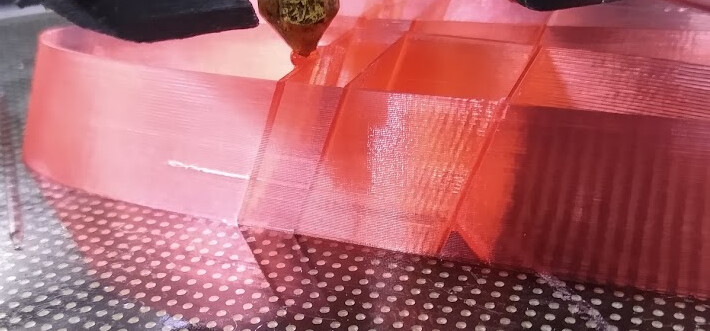
The blobbing was actually the nozzle being slightly loose, it would leak very slowly and build up a blob around the nozzle, then eventually drop it in the print, I had to watch it closely to see it happen.
Alright well I have about 15 prototype parts that need printing now. RC planes can wait for spare time. I’m hoping that the prints sent by the regular UPStudio don’t get the thread blocked error.
This week I’ve done about 90 hours of printing on the machine without any problems it worked beautifully. (with regular type of parts, not thin wall, and this was with normal UPStudio)
Today I tried to do the plane parts again with upstudio3:




 (with regular type of parts, not thin wall, and this was with normal UPStudio)
(with regular type of parts, not thin wall, and this was with normal UPStudio)