In the “Material Profile Manager” (MatDef.exe) the directions say:
Print Temperature (0 - 500ºC): This is the extruder temperature for filament extrusion and retraction only, not used for printing. The actual printing temperature is the “Basic Temperature” on section below.
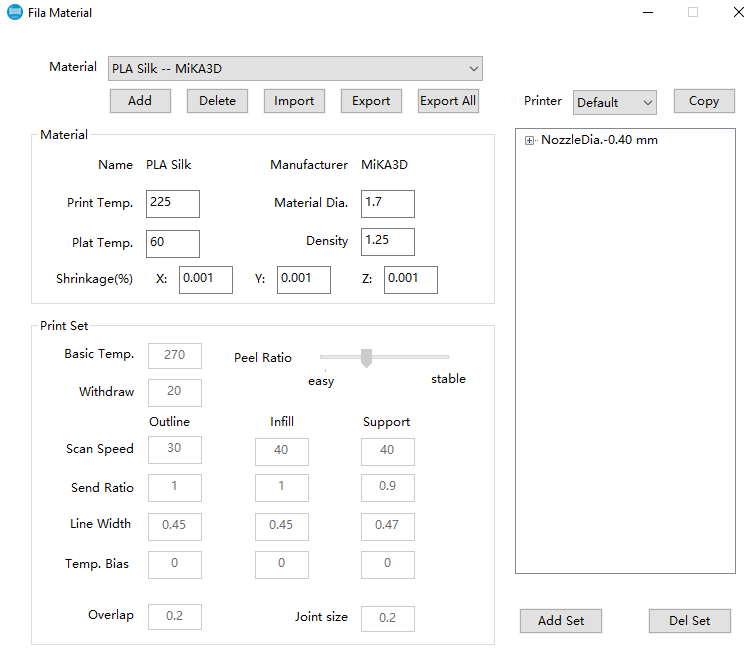
However in the “Print Parameter Settings” the “Basic Temp” is set to 270 deg and is grayed out so that it can’t be changed.
Is there a way to get these settings to not be grayed out?
~Lanny
You don’t want to really go and edit the Tiertime materials. If you have an irrepressible urge to do so, you’ll need to make a copy of the material, you can’t modify the Tiertime created profiles.
I wouldn’t be changing extruder temperature. Tiertime ABS is not standard ABS. It has been modified to work in that temperature range.
If you’re trying to use 3rd party materials, you’re in the right place. Press the add button and use one of the base Tiertime profiles that matches your material and tune from there.
Thanks for your help with this.
The problem is that the lower part of the settings in the “Print Set” section are all grayed out.
The instructions say that it’s the “Basic Temp.” that is actually used for printing.
Is there a way to get access to those grayed out settings?
A print temp of 270 is much higher than the recommended temp from the manufacturer.
Also… has anyone noticed that there is no “OK” button? It’s kind of disconcerting to hit the “X” at the top right corner in order to close this window.
The material settings are greyed out because to be able to edit that half of the settings, you have to expand the 0.4 nozzle drop down, then the same for a layer height, then choose a print speed setting under that layer height. This will allow you to edit these settings.
I would strongly suggest that you increase the overlap value at the bottom for all your hard plastic materials to 0.4. This ensures the prints don’t have gaps around the printed perimeters like we have been struggling with untill the addition of that box in the material editor of UP Studio recently.
And for your reference and everyone else’s, the ‘Withdraw’ box is the retraction value. 20, which is the default for most materials in the editor, corresponds to 2.0mm, not 20mm for those who found them selves confused.
With PLA there’s a good chance you’ll need to increase this value to 40 to get less stringing on your parts, depending on what extrusion temperature you decide on.