I’m having trouble with this material and don’t know if it’s just cheap crap of if it’s something I’m doing wrong.
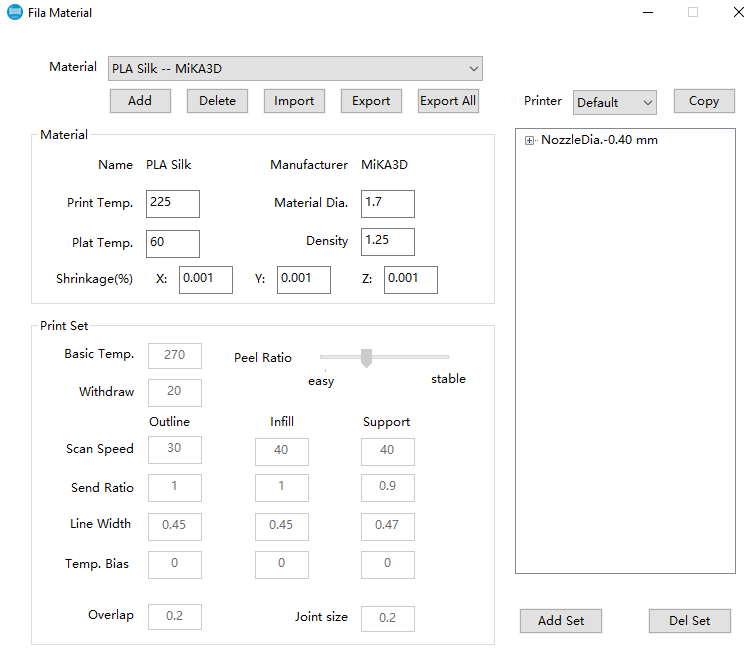
The settings I’m using are shown in the screenshot. I can’t seem to gain access to the grayed out settings. If anyone know how to do that, maybe that would help.
I did use calipers to get the 1.7mm Material Diameter.
I have abandoned the spool feeder & tube and have the PLA spool mounted above the printer.
See my reply on your other thread.
I’ve never heard of that material personally.
If it’s standard PLA and not PLA+, you’ll want the extrusion temperature at 205°C. 225°C seems very high to me for PLA, it could be PLA+. Are you running the extrusion temperature at the top end of it’s rated temperature range?
1.7mm seems unlikely to me as well. 99% of filament one can buy in that sort of diameter range will be 1.75mm, not 1.70mm which is what Tiertime use or did use for their materials for quite some time, they may have changed this now to a more standard 1.75mm diameter.
I should also point out that if you’re using the stock nozzle heater part that came with the machine, PLA will not print very well because the throat part of the nozzle heater around the heatsink gets too hot and causes heat creep, pre-melting the material overtime making longer prints impossible. Short prints will be fine to though.
For this reason you’ll want to buy the new PLA nozzle heater part from Tiertime which fixes this issue. In the meantime leave the top cover off above the extruder fan so it can cool more and hopefully print a bit longer before failing.
This problem is only occurs with lower temperature materials like PLA and PETG. For that reason sticking with ABS is fine because it has a higher temperature rating so won’t suffer from heat creep.
Thanks for your help Jimmy.
Now if I could just find the PLA nozzle heater you mentioned. The only ones I could find on the Tiertime store said for ABS extruders.
P.S.
I did find it on Amazon:
https://www.amazon.com/gp/product/B07MNW444T/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1
You can get one from the Tiertime global store here:
You’ll need to make sure you get a new heatsink for the PLA nozzle heater. The TPU/PLA nozzle heaters differ by a large throat part lined with PTFE to act as a hear barrier, thus a different heatsink part is needed.
I’m having trouble finding the heatsink for this nozzle heater.
Do you have a link for it?
I got my heatsink from my local supplier here in NZ.
You could either ask Tiertime if you’re buying from their online store, or email your local distributor.