After playing with my new Cetus MkII for a few days I finally managed to find some useful settings for Slic3r.
Tricky parts:
When I started to find the correct settings I first ran into the problem that every g code I wrote tried to move the x axis out of the limits. After removing the additional “G28” (homing commands) everything worked fine. The additional homing seems not to be necessary because the printer has to be initialized after startup anyway.
My Z-offset is 0.2mm above the print bed. To ensure that the nozzle won’t crash the bed I manually wrote some g-code to move the nozzle to all 4 corners and approach the bed slowly to 0.5mm, then I measured the gap between the nozzle and the bed with a feeler gauge. To read the actual value I used the calibration function in the cetus-program.
I printed the first layer of the raft at 350% thickness to close the gap between the nozzle and the bed. The initial idea behind this was to even out a slightly uneven bed.
My settings are far from ideal and just a first step to use this amazing little printer at it’s full potential
Here (https://imgur.com/gallery/96kEe) you can see a comparison between prints using the Cetus slicer and g code generated in Slic3r with my settings.
In Slic3r you export the g-code (from the "plater" tab), and in Cetus3D you just add the generated file. Simply add it like you would do with a .stl file.
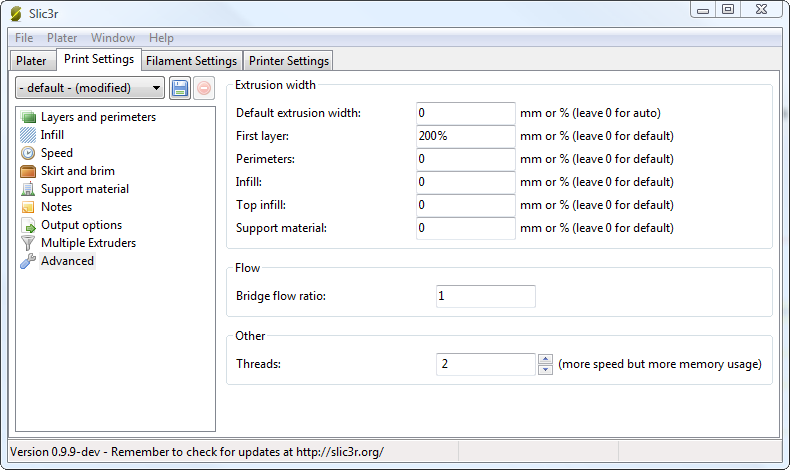
<p>Hi, thank you for sharing this. It works well for me, but I had to change the setting for Extrusion width for the first layer from 200% to 120%.</p><p></p>
Thanks for the slicer info. This machine doesn’t emulate octoprint via wifi, so I am going to have to front-end it with a Pi if I want to run slic3r via the net?

 </p>
</p>
