How do I get supports to work properly? The default settings leave them welded to the item you are trying to print. A lot more work needs to be done so these are usuable, right now the default just does not work at all.
Speaking of that the UP-Studio 3 needs some additional basic features, primarily that of user selectable and editable profiles so you can have a saved set of settings for printing rather than selecting every different option you need each time. It lookslike it has something like it with the profiles but these don’t seem to be savable in the interface and editing code to import is a recipie for breaking things.
Edit found this: https://support.tiertime.com/hc/en-us/articles/900002900423-Support-Type-and-Support-Editor which helps but needs more details and updating as written 2 years ago. What is Draft Angle?? Still doesn’t help with suppots sticking to the model either…The whole user manual needs a rewrite, has a lot of good content but needs refinement, more examples of the user interface esp button images!!
Same issue here. @cetus this needs to be fixed soon.
Print results are fine if you do not have supports. For me anything I print with support material results in the support being completely unremovable. Does not matter if I adjust the settings for bond strength or extrusion of support surface… That is something that needs to be fixed in UpStudio. Unfortunately a smaller layer height (0.3 and 0.2) does not help either.
I’ve now done an experiment based on some of the input in the Discord chat.
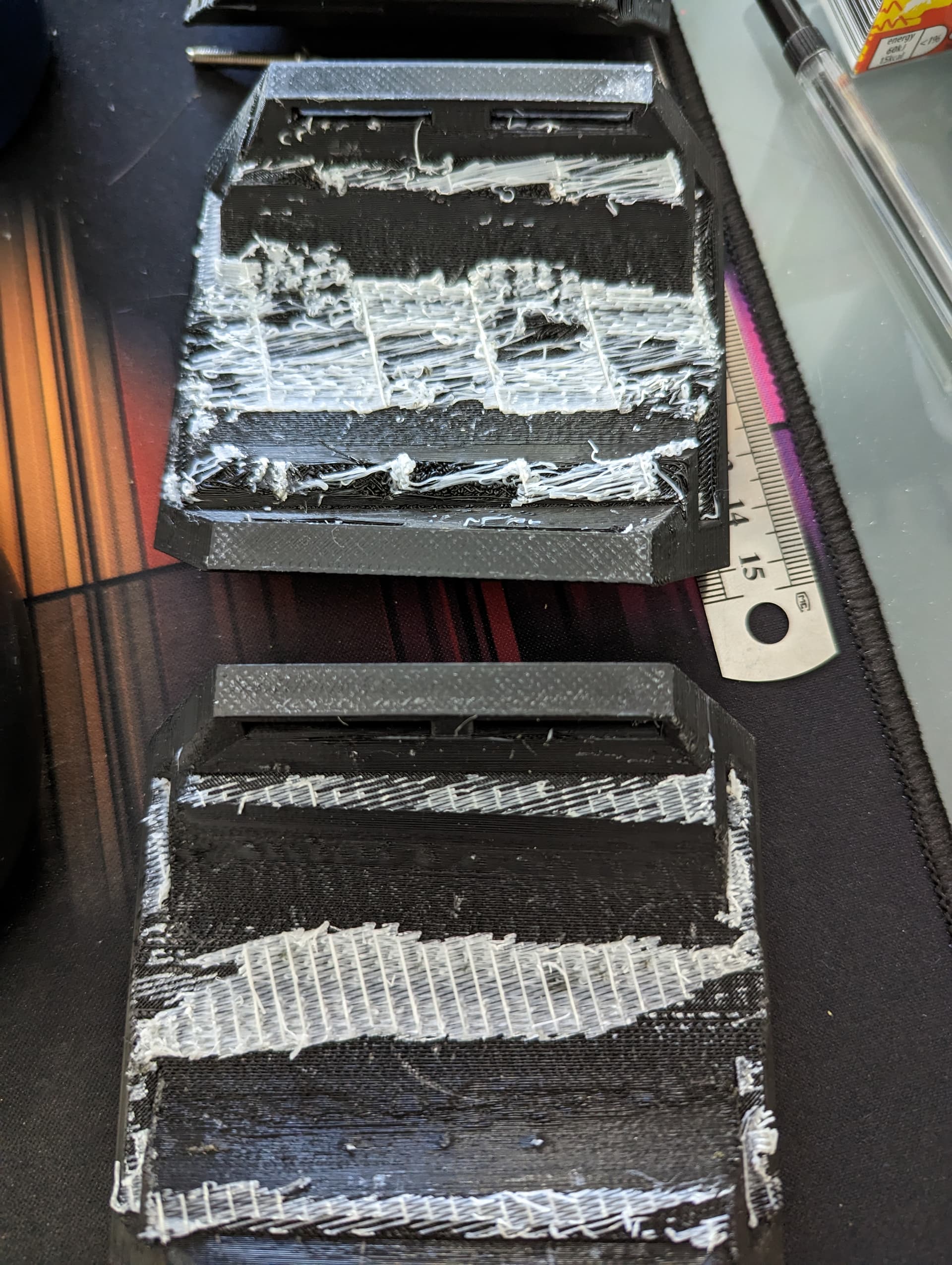
Here are two prints that I tried, both with Bond Strengh of 0% (not that 100% makes any reall difference in my testing). The upper has standard 4 top support layers the bottom 6 - based on the idea if the ‘roof’ of the support is thicker it’ll be easier to peal off. The most major difference was dropping the print temp down from the default 210 to 200 (Sunlu PLA for both black main and white support materials).
It still took about 20mins of scraping and pulling to get the supports off to the state shown which is ridiculous considering the complexity of the model but a lower print temp did help. There is a benefit to printing as cool as you can if using supports and actualy had much cleaner results (top is 0.15mm layer, bottom 0.1mm). Most could peel off and the areas that had the worse problem are closer to horizontal, over about 10 degrees the support is pretty easy to remove, but of course the higher the angle the less the support is needed!
I am next going to try with NO support top layers, to see how that does - just the ribs of the support stucture - less to weld to the main body of the print. UpStudio, unlike cura based slicers, has no support ‘gap’ and the top layer is solid instread of a marix support like cura which is much easier to remove.
Surprised that Tiertime didn’t fork Cura and build their extra features onto their version like Creatility - would be much easier to get to grips with and would have built in solutions for the support problem already. However I do like the flexibilty and adjustment of UpStudio supports when that works properly, it;s really easy to remove them from where they are not needed but it’s still not user friendly or easy to understand what and how to do things.
Have the similar problems, especially in case of different type of PLAs. For example PLA+ and PLA together. Curious if there are available profiles for Cetus2 and either Simplify3D, Cura or PrusaSlicer.
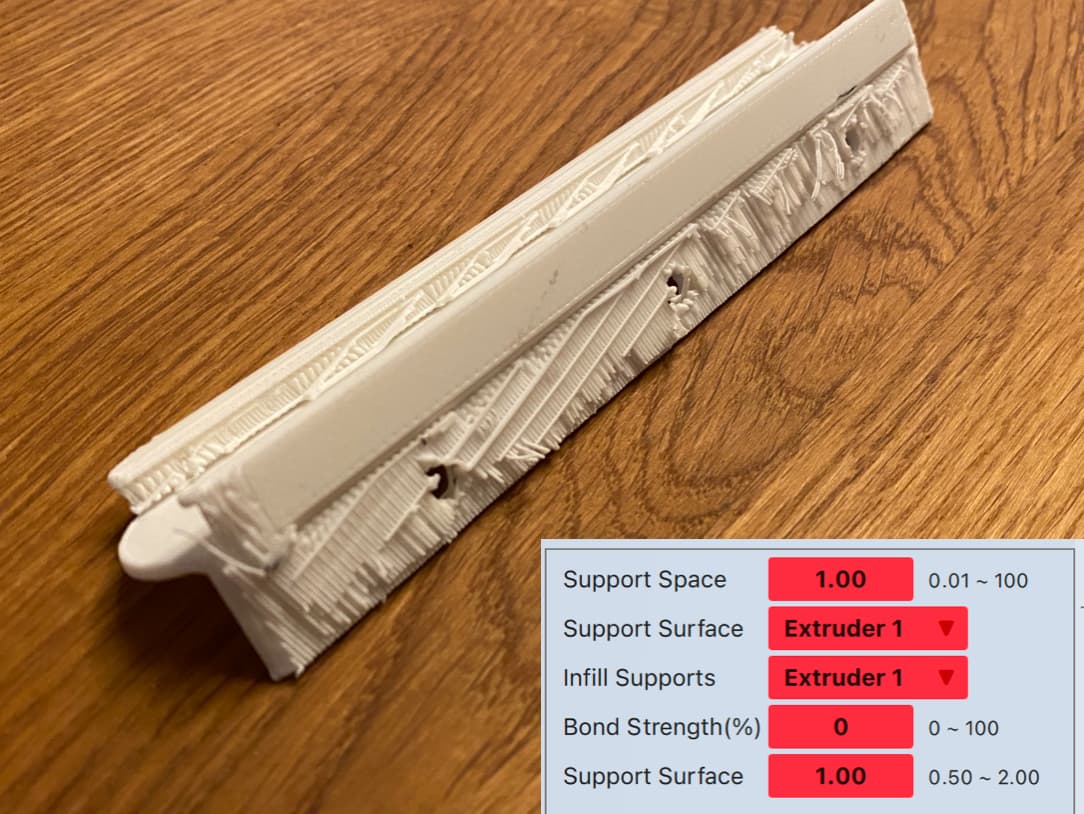
I’ve got something that seems to help, finally. It’s worse with non Tiertime filament, I’m using sunlu PLA and it’s much more likely to bond to itself (which is good) but when you create a new material profile for it the defaults that you end up are really poor. The main one is Support Space which defaults to 0.30mm TINY Plus the obvious bond strength default issue of 100. Set Support Space to 1 or 1.2 with a bond of 0-5% and you’ll have much easier support peel.